EINFLANKENWÄLZPRÜFUNG

EINFLANKENWÄLZPRÜFUNG
InProQ GM stellt Systeme und Geräte her, die Abweichungen vom Idealzustand einer Verzahnung sichtbar und dokumentierbar machen und so den Fertigungsprozess nachhaltig absichert. Je nach Aufgabenstellung finden sich die Geräte zur Stichprobenkontrolle in Labor und Produktionsumgebung oder auch am Ende der Fertigungslinie für den vollautomatischen Nachweis der vorgegebenen Qualitätsrichtlinien.
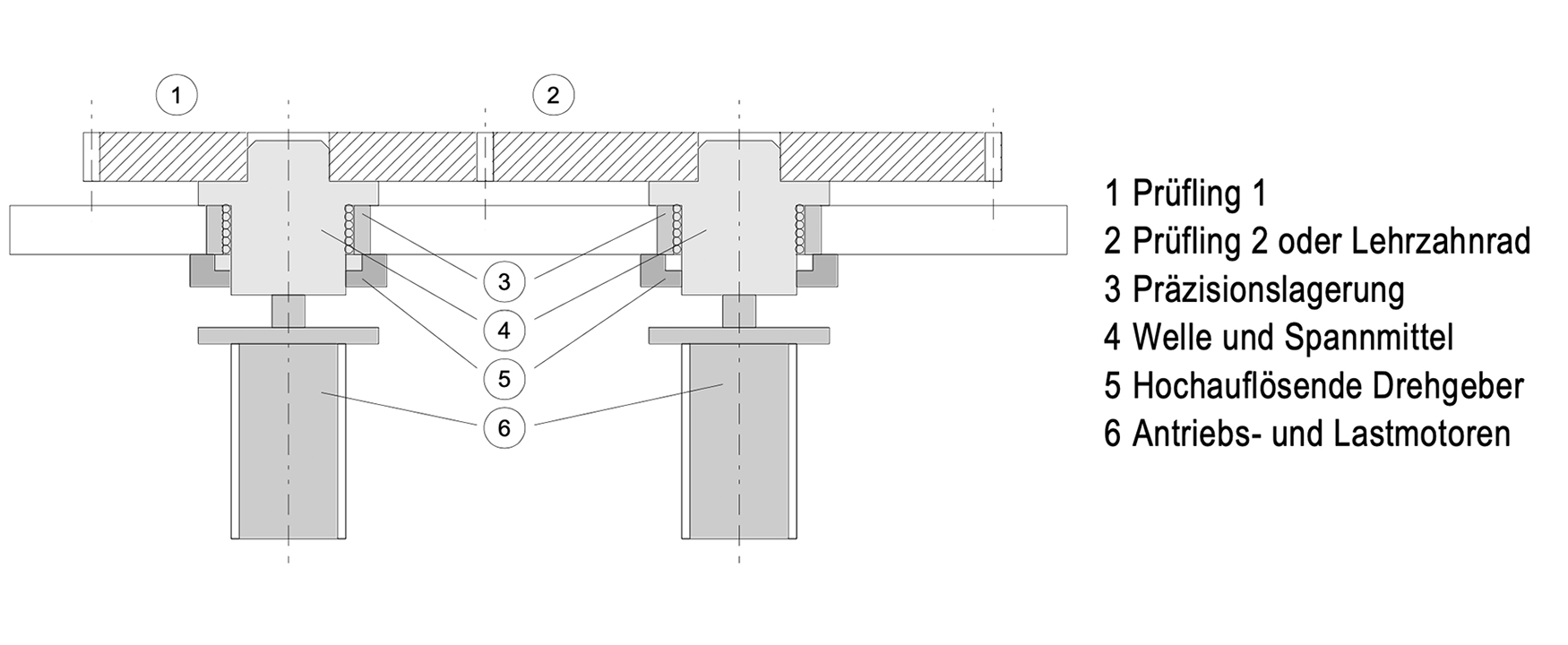
Die Einflankenwälzprüfung wird mit zwei Prüflingen (einem Radsatz)
...oder mit einem Prüfling gegen ein Lehrzahnrad durchgeführt. Die Verzahnung kämmt dabei bei festem Achsabstand. Dies entspricht dem Sollachsabstand bei der Prü̈fung mit zwei Werkrädern.
Zur Bewertung beider Zahnflanken
...kann entweder die Drehrichtung der Antriebsachse oder das Lastmoment umgeschaltet werden (Zugrichtung und Schubrichtung). Prüfdrehzahl und das Lastmoment können variiert werden, um so die zur Fehlererkennung günstigsten Betriebsbedingungen herzustellen.
Aus den Daten der beiden Drehgeber
...berechnet das Auswertesystem neben vielen weit eren Informationen die in der DIN 3960 definierten Kenngrößen zur Einflankenwälzprüfung.
Zusätzlich werden die spektralen Komponenten
...er Einflankenwälzabweichung berechnet. Hieraus lassen sich direkt Hinweise auf mögliche Fehlerquellen bei der Herstellung der Verzahnung entnehmen. Derartige Fehler sind beispielsweise Rundlauffehler, Ovalität und Dreiecksform, Flanken-Geometriefehler und Oberflächenfehler.